经典冲压模具设计实例讲解 冲压模具设计教程(3)
2023-04-07 来源:文库网
9.模具的装配
根据级进模装配要点,选凹模作为装配基准件,先装下模,再装上模,并调整间隙、试冲、返修。具体装配见表。
二、拉深模设计与制造实例
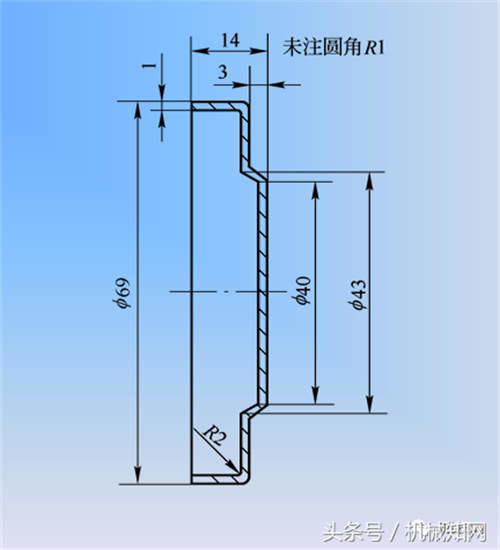
零件名称:盖
生产批量:大批量
材料:镀锌铁皮
材料厚度:1mm
1.冲压件工艺性分析
冲压工序:落料、拉深;
材料:为镀锌铁皮,具有良好的拉深性能,适合拉深;
结构:简单对称;
精度:全部为自由公差,工件厚度变化也没有作要求,只是该工件作为另一零件的盖,口部尺寸69可稍作小些。而工件总高度尺寸14mm可在拉深后采用修边达要求。
2.冲压工艺方案的确定
方案一:先落料,后拉深。采用单工序模生产。
方案二:落料-拉深复合冲压。采用复合模生产。
方案三:拉深级进冲压。采用级进模生产。
方案一模具结构简单,但成本高而生产效率低;
方案二生产效率较高,尽管模具结构较复杂,但因零件简单对称,模具制造并不困难;
方案三生产效率高,但模具结构比较复杂,送进操作不方便,加之工件尺寸偏大。
结论:采用方案二为佳。
3.主要设计计算
1 毛坯尺寸计算
根据表面积相等原则,用解析法求该零件的毛坯直径D,具体计算 略。
2排样及相关计算
采用有废料直排的排样方式。
3成形次数的确定
阶梯形件拉深。h/dmin=15.https://imgs.wenkuwang.cc/upload/2/40=0.38,据t/D=1/90.5=1.1,查表发现h/dmin小于表中数值,能一次拉深成形。
4冲压工序压力计算
拟采用正装复合模,固定卸料与刚性推件,计算冲压力。
根据冲压工艺总力计算结果并结合工件高度,初选开式双柱可倾压力机J23-25。
5 工作部分尺寸计算
落料和拉深的凸、凹模的工作尺寸计算 略。其中因为该工件口部尺寸要求要与另一件配合,所以在设计时可将其尺寸作小些。
4.模具的总体设计
1模具类型的选择:落料-拉深复合模
2定位方式的选择:导料板 固定卸料板与导料板一体 挡料销
3卸料、出件方式的选择:固定卸料,刚性打件,标准缓冲器提供压边力
4导向方式的选择:中间导柱的导向方式
5.主要零部件设计
1工作零件的结构设计
整体结构,拉深凸模、落料凹模和凸凹模的结构如图所示。
为了实现先落料后拉深,模具装配后,应使拉深凸模的端面比落料凹模端面低3mm。
根据级进模装配要点,选凹模作为装配基准件,先装下模,再装上模,并调整间隙、试冲、返修。具体装配见表。
二、拉深模设计与制造实例
零件名称:盖
生产批量:大批量
材料:镀锌铁皮
材料厚度:1mm
1.冲压件工艺性分析
冲压工序:落料、拉深;
材料:为镀锌铁皮,具有良好的拉深性能,适合拉深;
结构:简单对称;
精度:全部为自由公差,工件厚度变化也没有作要求,只是该工件作为另一零件的盖,口部尺寸69可稍作小些。而工件总高度尺寸14mm可在拉深后采用修边达要求。
2.冲压工艺方案的确定
方案一:先落料,后拉深。采用单工序模生产。
方案二:落料-拉深复合冲压。采用复合模生产。
方案三:拉深级进冲压。采用级进模生产。
方案一模具结构简单,但成本高而生产效率低;
方案二生产效率较高,尽管模具结构较复杂,但因零件简单对称,模具制造并不困难;
方案三生产效率高,但模具结构比较复杂,送进操作不方便,加之工件尺寸偏大。
结论:采用方案二为佳。
3.主要设计计算
1 毛坯尺寸计算
根据表面积相等原则,用解析法求该零件的毛坯直径D,具体计算 略。
2排样及相关计算
采用有废料直排的排样方式。
3成形次数的确定
阶梯形件拉深。h/dmin=15.https://imgs.wenkuwang.cc/upload/2/40=0.38,据t/D=1/90.5=1.1,查表发现h/dmin小于表中数值,能一次拉深成形。
4冲压工序压力计算
拟采用正装复合模,固定卸料与刚性推件,计算冲压力。
根据冲压工艺总力计算结果并结合工件高度,初选开式双柱可倾压力机J23-25。
5 工作部分尺寸计算
落料和拉深的凸、凹模的工作尺寸计算 略。其中因为该工件口部尺寸要求要与另一件配合,所以在设计时可将其尺寸作小些。
4.模具的总体设计
1模具类型的选择:落料-拉深复合模
2定位方式的选择:导料板 固定卸料板与导料板一体 挡料销
3卸料、出件方式的选择:固定卸料,刚性打件,标准缓冲器提供压边力
4导向方式的选择:中间导柱的导向方式
5.主要零部件设计
1工作零件的结构设计
整体结构,拉深凸模、落料凹模和凸凹模的结构如图所示。

为了实现先落料后拉深,模具装配后,应使拉深凸模的端面比落料凹模端面低3mm。


























